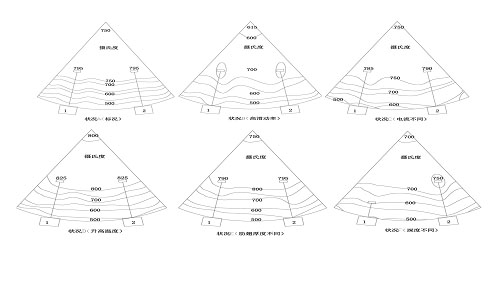
A為標(biāo)準(zhǔn)狀況下的等溫線,從圖中可得出兩個電流翅板其溫度基本相同。
圖B是壓放次數(shù)增高的一種狀況,壓放電極從每天900mm增至1200mm,降低了把持器的焙燒區(qū)域位置,在電極表面焙燒區(qū)域接近接觸元件底部,這是一個極限位置,否則會發(fā)生電極軟斷。
圖C饋給接觸元件不同的電流,接觸1元件由平均值6.1KA降低25%至4.675KA,元件2增至25%至7.625KA。
圖D是將電極周圍的溫度升高,將底部環(huán)與料面之間的溫度由1000℃上升到1500℃,雖然溫差變化較大,但并不影響電極焙燒區(qū)域的位置,從圖中可看出只有較小的溫度變化。
圖E肋翅的厚度和深度都不同,肋翅1為正常厚度2.5mm,但深度減至70mm,肋翅2的厚度增至4.1mm,但為正常深度210mm兩個肋翅上的溫度曲線有很大的不同,淺的肋翅使電極表面較熱,并且降低了中心的溫度,深的肋翅周圍的溫度比較低.
本節(jié)中大家可以從上述試驗和資料中對Elkem電極組合式把持器的電極焙燒、導(dǎo)電、熱量分布等均有了一個全面的認(rèn)識,便于以后我們更進一步地了解和應(yīng)用Elkem組合式把持器。
二、Elkem組合式把持器的應(yīng)用
1、電極的焙燒
電極在正常工作時,掌握好壓放時間,根據(jù)電極電流大小和電極入爐功率大小及電極工作現(xiàn)有長度進行邊生產(chǎn)邊正常壓放進行焙燒,但在開爐階段若發(fā)生電極事故時,需要焙燒電極,一般焙燒電極有兩種方式,一種是將電極壓放至所需長度(100mm-2000mm),將焙煉電極坐死,根據(jù)電極筒橫截面積大小乘以2.2 A/mm2的電流密度,即為焙煉電極電流,一般1250mm的電極其電極筒橫截面積為20438mm2,其電極焙煉安全電流為20438 mm2*2.2 mm2=44963.6安培及45KA。
另一種方式為快速壓放電極焙煉法,即在正常生產(chǎn)中某向電極長度不夠時,需將負(fù)荷降至電極電流小于電極筒允許安全電流,每10分鐘壓放一次(一次為20mm),邊生產(chǎn)邊焙煉電極。電極焙煉的好壞一般靠觀察電極來確定,焙煉較好的電極,通過升降電極使電極的底部環(huán)在把持器位置300-400mm左右時,打開爐子觀察門發(fā)現(xiàn)此時的電極是暗紅色,電極上略有電極筒的鐵皮,如電極呈白色,鐵皮全無,則電極略干,并有些過燒。如電極呈黑紅色,鐵皮完整,并有一定的黑溝溝煙(即大量的電極揮發(fā)物質(zhì)),則電極仍未焙燒好,偏軟,此時應(yīng)進一步繼續(xù)焙燒以防電極軟斷。
2、電極壓放時間的確定
Elkem的組合式把持器每次壓放量為20mm,通常根據(jù)電極工作長度,電極入爐功率,以及電極電流來確定每次電極的壓放時間間隔,該時間的確定至關(guān)重要,時間間隔長,可能導(dǎo)致電極焙燒跟不上消耗,甚至嚴(yán)重時發(fā)生電極過燒,時間間隔短,導(dǎo)致電極過軟,可能發(fā)生電極軟斷事故。
正常生產(chǎn)時,電極深入爐料的長度大約為0.8-1.1倍的電極直徑。所以焙燒好的電極長度應(yīng)等于0.8-1.1倍的電極直徑加上爐蓋高度。
根據(jù)Elkem公司專業(yè)提供的資料電極壓放安全間隔時間為T=(I2極*K*109)/L
式中 T:電極壓放間隔時間,單位為H
K:為安全壓放和最大壓放系數(shù)為4.3-5.3
L:為每次壓放量,單位為mm/H
例如21MVA密閉電石爐當(dāng)電極電流為75KA時其安全壓放間隔時間為0.826小時即50分鐘,最大安全壓放間隔時間為0.675小時即40分鐘.
上述是根據(jù)電極電流確定的最短安全壓放間隔,請大家務(wù)必按上述執(zhí)行,否則將發(fā)生嚴(yán)重的電極事故.對于電極的消耗除和電極的入爐有功功率大小有關(guān)外,電極消耗的快慢還和電石爐的配比、發(fā)熱量、原料粒度大小,中心電極的應(yīng)用有一些關(guān)系,這樣都多少影響到電極壓放時間的確定。
壓放加緊裝置一般要求油缸不能竄油和泄漏,摩擦塊完整具有一定的摩擦力。
3、電極殼
電極殼是肋片和弧板以及圓鋼組成,其制作比傳統(tǒng)的電極筒復(fù)雜的多,工藝要求也比較嚴(yán)格,如圖八所示。
電極筒制作時要求:一、其各制作尺寸誤差要小。二縫焊焊時要焊透,幾乎沒有縫隙。三是和接觸元件接觸的地方需打磨磨平無污垢。
隨著電極不斷的消耗,電極筒需每天進行接長的工作。電極筒接長需特別注意,兩節(jié)對接的電極筒要垂直對正,不可有任何的誤差,對接的橫焊縫要焊滿并不留有任何間隙。
4、電極糊
現(xiàn)大型密閉爐要求的密閉電極糊一般為原冶金行業(yè)YB/T5215-1996標(biāo)準(zhǔn)的M-1、M-2YB-1密閉糊,指標(biāo)如下:
|
技
術(shù)
指
標(biāo)
牌號 |
灰分%﹤ |
揮發(fā)份% |
抗壓強度Mpa> |
電阻率Ωmm2/M< |
體積密度g/cm3> |
|
M-1 |
4 |
12.0-15.5 |
18.0 |
65 |
1.38 |
|
M-2 |
6.0 |
12.0-15.5 |
17 |
75 |
5-20 |
表1
主要是灰分越小越好、抗氧化、強度高、電阻小、揮發(fā)份適當(dāng),根據(jù)電極的消耗,找出合適自己企業(yè)生產(chǎn)的揮發(fā)份。
四、Elkem組合把持器的常見事故及預(yù)防
我們最常見的Elkem組合式把持器的故障如下:
1、電極過燒
此種事故一般是電極焙燒區(qū)域上移,電極在底部環(huán)上部的鐵皮肋板被燒損,致使接觸元件刺壞。
原因:⑴電極消耗很長時間不壓放電極
⑵底部環(huán)處密封已損壞
⑶電極過短
⑷操作電流過大,二次電壓偏低
預(yù)防解決措施:
⑴提高爐子操作電阻和負(fù)荷增加電極的消耗
⑵更換底部環(huán)密封
⑶一次下放電極若干長度使過燒電極,一次下放到位
⑷電極長度保持在2.1米-2.4米左右
⑸減少電極電流,提高二次電壓
⑹增高內(nèi)三角接觸元件的水壓力和流量,增大外三角接觸元件通水母線的橫截面積。
2、電極壓放不下來
產(chǎn)生的原因:
⑴電極筒在護屏內(nèi)有卷邊,形成千層疊鐵在底環(huán)上部造成很大的阻力。
⑵由于護屏中有漏電極糊現(xiàn)象,停電后,其冷卻后形成硬塊與底部環(huán)、接觸元件卡死。
⑶液壓壓放缸有漏油和竄油現(xiàn)象或壓力液壓壓力不夠。
⑷電磁閥控制失靈
解決的措施辦法:
⑴打開護屏用氣焊割樣卷塊,并壓放一定數(shù)量的過燒電極至底環(huán)下部
⑵打開護屏清理電極糊及雜物
⑶修理液壓缸及液壓設(shè)備,將壓放壓力調(diào)至105—110kg
⑷修理各電磁閥和控制線路
3、電極漏糊和軟斷
產(chǎn)生的原因:
⑴焙燒電極電流和電極工作電流不合理
⑵沒有掌握好電極安全壓放時間和最
⑶電極筒制作焊接質(zhì)量不好。
⑷電極糊質(zhì)量、糊柱高度、粒度不合適。
解決措施辦法:
⑴核算電極殼橫截面積并確定焙燒安全電流,嚴(yán)格執(zhí)行。
⑵根據(jù)運行電極電流,計算安全壓放時間和最大壓放時間間隔。
⑶檢查電極把持器絕緣,規(guī)范電極筒制作、焊接質(zhì)量。
⑷電極糊質(zhì)量滿足YBM-1標(biāo)準(zhǔn)外,糊柱高度一般25MVA-30MVA,電石爐其高度在3.5-4.0米之間,40 MVA糊柱高度在4.0-4.5米之間,粒度約在50-100m之間。
由于時間有限,不妥之處請大家批評指正。
以上內(nèi)容是作者摘錄的“2009年全國密閉電石爐技術(shù)交流會”上的資料。